


Спецификации на мухъл
|
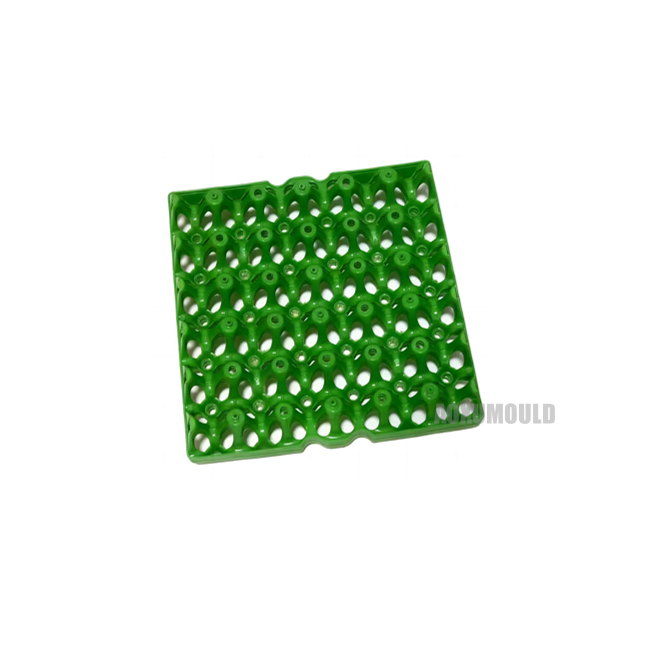
Име на формата |
Пластмасова пухка |
|
Продуктовият материал |
Pp, пластмаса |
|
Размер на продукта |
295x295x50mm |
|
Тегло на продукта |
300грама |
|
Материал на плесен за кухина &. Ядро |
P20, 718 |
|
Основа на плесен |
P20, 718H |
|
Система за инжектиране |
Студен бегач |
|
Подходяща инжекционна машина |
350T |
|
Размер на мухъл |
510х510х150мм |
|
Животът на плесен |
Повече от 500, 000 компютри |
ЗащоCHOOSETo USEPlasticEGGTРей?
Пластмасовата табла за яйца е много практична кухненска посуда, която има много предимства и може да ни донесе много удобство и удобство.
Първо, пластмасовите яйца са по -леки, по -лесни за почистване и по -малко предразположени към ръжда в сравнение с традиционните метални тави за яйца. Когато обикновено използваме метални тави за яйца, често установяваме, че металния материал е лесен за изцапване и е трудно да се почисти. Пластмасовите тави за яйца са не само леки, но и по -удобни и ефективни за използване. Те могат да бъдат почистени само с просто изплакване, намалявайки работното ни натоварване.
Второ, появата на пластмасови тави за яйца е разнообразен, с ярки цветове и нови стилове, които могат да се съчетаят с различни кухненски декорации, за да се увеличи цялостната красота на кухнята. Когато го използваме, можем да изберем любимите си цветови комбинации според личните предпочитания, което добавя усещане за забавен и декоративен ефект.
За пореден път пластмасовите тави за яйца имат определени свойства против приплъзване, което затруднява да се измъкнат яйцата, когато се поставят върху тавата, избягвайки сблъсъците с яйца и намалявайки степента на щети. Когато използваме традиционните метални тави за яйца, често срещаме ситуации, при които яйцата се отплъщават, което ги кара да се спукат и увеличават ненужните отпадъци. Пластмасовите табла за яйца имат определени свойства против приплъзване, които могат ефективно да защитят яйцата, да удължат времето за съхранение и да намалят хранителните отпадъци.
И накрая, пластмасовите тави за яйца са достъпни и имат дълъг живот, което ги прави икономичен кухненски прибор. Когато купуваме кухненски прибори, ние обикновено разглеждаме ценовия фактор, а пластмасовите тави за яйца са евтини, рентабилни, имат дълъг експлоатационен живот, не са лесно повредени и са много практичен предмет на домакинството.
КакTo ДетерминаTТойTypeAndPозилOf InextionGядеFилиPlasticEGGTРейМухъл?

Пластмасовите тави за яйца са често срещан предмет на домакинството, направен с помощта на технология за формоване на инжектиране по време на производствения процес. Инжекционната порта е много важна част от инжекционното формоване, което пряко влияе върху качеството на формоване и ефективността на процеса на продукта. По -долу ще анализирам подробно видовете и позициите на порти за леене на инжектиране за пластмасови тави за яйца.
Първо, нека да разгледаме видовете порти за подреждане на инжектиране. За продукти с малки размери като пластмасови тави за яйца, често използваните типове порти за подреждане на инжекционни порти са точка блокираща порта, страничната блокираща порта и директната порта. Блокиращата порта е вид порта, която инжектира разтопена пластмаса в кухина на плесени от една или повече страни на продукт, подходяща за продукти със сравнително плоски повърхности. Страничната блокираща порта се използва за инжектиране на разтопена пластмаса в кухината на формата от едната страна на формата и е подходяща за ситуации, при които повърхността на продукта има неравномерни текстури. Директното изливане на портата се използва за инжектиране на разтопена пластмаса директно в кухината на формата от горната част на продукта, подходяща за продукти с прости форми. Когато избирате типа на портата за леене под налягане, е необходимо да се направи разумен избор въз основа на изискванията за проектиране и производство на продукта.
На следващо място, нека поговорим за местоположението на портата за леене на инжектиране. За продукти като пластмасови тави за яйца е обичайно да избирате да поставите порти в краищата на продукта, за да улесните влизането на пластмаса в кухината на формата и да се запълнят целия продукт. В същото време той може също да намали появата на мехурчета и къси материали по време на процеса на инжектиране, като гарантира качеството на формоването на продукта. Когато избирате позицията на инжекционната порта, е необходимо да се вземат предвид фактори като изискванията за външен вид на продукта, трудността на формоването и след лечението на портата, за да се определи в крайна сметка най-подходящата позиция.
Освен това, за да се подобри качеството на външния вид и ефективността на производството на продукта, някои оптимизации могат да бъдат направени в дизайна на продукта и структурата на плесени. Например, чрез увеличаване на броя на кухините на плесени, настройване на изхвърлящи щифтове или изпускателни системи, точността на формоване и ефективността на производството на продуктите могат да бъдат подобрени. В същото време могат да се счита, че специални технологии като технология за горещ бегач и ламинирано формоване също така подобряват качеството и ефективността на производството на продукта.
Дизайн за продукт &. Мухъл

НапредъкArrangement ofPlasticEGGTРейInextionМухъл Pросцесиране
Графикът на обработка на пластмасовата молбата за впръскване на яйца трябва да следва систематичен процес, комбиниран с технология за производство на плесени и основни етапи на проекта за планиране. Следва рамката за планиране на напредъка на обработката на мухъл Aoxu.
1. фаза на проектиране (5-10 дни)
Анализ на изискването: Изяснете спецификациите на продукта (размер, брой дупки, наклона на разрушаване и др.) И изискванията за живот на плесен.
Дизайн на структурата на плесени: Попълнете дизайна на 3D раздяла, система за изливане (точкова порта или странична порта), охлаждаща система и механизъм за изхвърляне.
Изход на чертеж: Генерирайте чертежи за обработка, чертежи на сглобяване и чертежи на електродния дизайн и потвърждавайте ключовите отклонения (като ± 0. 05 мм) с клиента.
2. Подготовка на материали (3-5 дни)
Основна поръчка на основата: Изберете стандартни основи на плесени (като LKM стандарт) въз основа на размера на формата или персонализирайте нестандартните основи на формата.
Стоманена поръчка: Предварително закалена стомана (като P20 или 718H) е избрана за кухината/сърцевината, а за изхвърлящия щифт и плъзгач се използват материали с висока твърдост (като H13).
Подготовка на възложени части: Система за горещ бегач от предварително поръчка и стандартни части (пружини, ръководствени колони и др.).
3. Етап на обработка (15-25 дни)
Груба обработка: Смилане на ЦНК на референтната повърхност на основата на плесен и контура на кухината, със запазена прецизна обработка на 0. 2-0. 3mm.
Топлинна обработка: Вакуумното гасене се извършва върху части, които изискват висока твърдост (като твърдост HRC 48-52).
Прецизна обработка:
Прецизно мелене: Попълнете обработката на повърхността на кухината (препоръчва се да използвате машинен инструмент с пет ос).
Електрическа обработка на разряд (EDM): Обработващи области, с които CNC не може да се справи, като дълбоки канали и остри ъгли.
Изрязване на проводника: Прецизна преработка на отвори като отвори за изхвърляне на щифтове и вмъкване на слотове.
Повърхностна обработка: Поливане на кухината до огледалната повърхност (RA по -малка или равна на 0. 1 μ m) и извършва обработка на азот, ако е необходимо.
4. Сглобяване и въвеждане в експлоатация (5-7 дни)
Сглобяване на компоненти: Инсталирайте системата за изхвърляне и охлаждащата водна верига (изискваща 3MPA тест за налягане).
Тест за приспособяване на плесен: Проверете прилягането на повърхността на раздяла (празнина по -малка или равна на 0. 02 мм) и гладкостта на движението на плъзгача.
Предварително приемане: Провеждане на празни тестове за плесен във фабриката за форми и запишете данни за размерите на ключовете.
5. Пробно формоване и оптимизация (3-5 дни)
Първо пробно формоване (T1): Проверете параметрите на формоване на инжектиране (температура на материала, време на задържане) и ефект на разрушаване на продукта.
Корекция на проблема:
Регулирайте дълбочината на изпускателния канал (обикновено 0. 02-0. 03mm).
Оптимизирайте оформлението на охлаждащата водна система, за да намалите времето за цикъл.
Фиксирайте проблеми с флаш или свиване (чрез намаляване на налягането на инжектиране или промяна на размера на портата).
Предварително производство на пробна плесен (T 2- T3): непрекъснато произвежда 100-200 форми, за да провери стабилността.
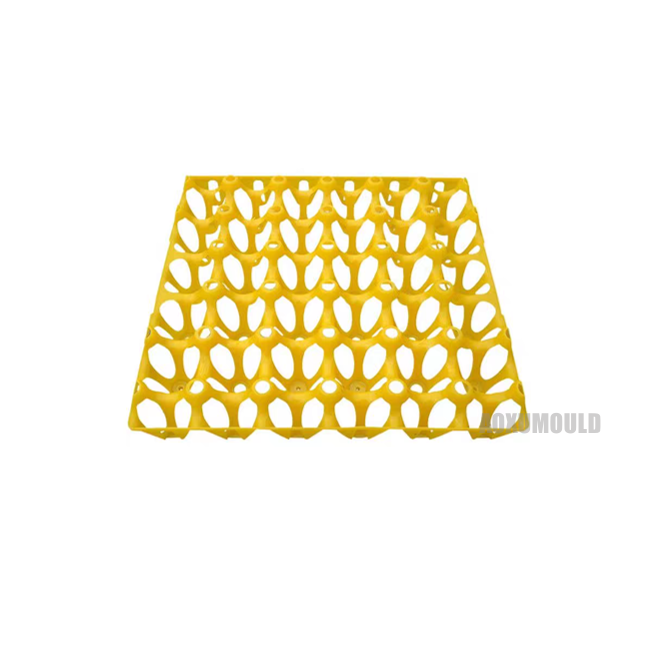
Тест наПластмасова пухка
Пакет &. Доставка

Компоненти на плесен
Стомана от плесен

Система за горещ бегач

Стандартни части

Често задавани въпроси
Отзиви на клиентите






