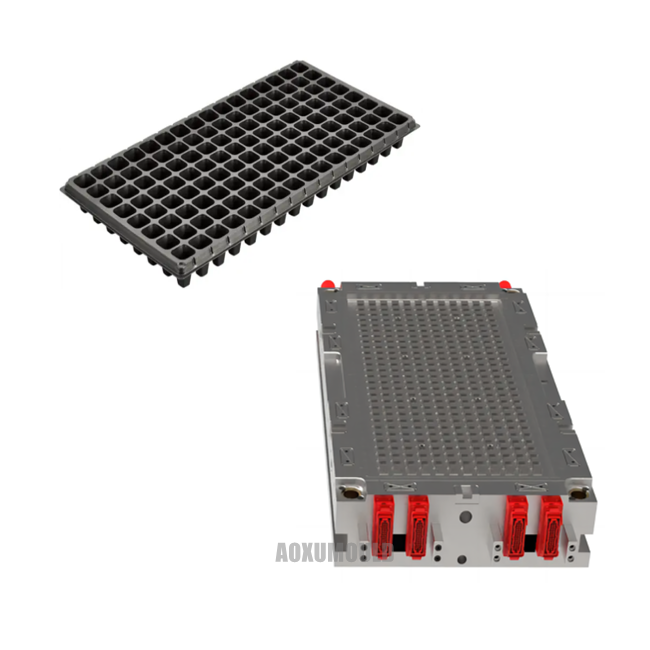




Спецификации на плесен
|
Име на формата |
Пластмасова плоска подложка |
|
Продуктовият материал |
Стр |
|
Размер на продукта |
550x285x60mm |
|
Тегло на продукта |
350g |
|
Материал на плесен за кухина & . ядро |
P20/718/H13 |
|
Нос на кухината |
1 кухина |
|
Система за инжектиране |
Студен бегач |
|
Подходяща инжекционна машина |
450T |
|
Размер на мухъл |
860 x560x380mm |
|
Животът на плесен |
повече от 500, 000 компютри |
|
Срок на доставка |
45 дни |
КаквоAReTТойFядене наTТойPlasticПлосък TРей?

Дизайнерска рационалност:
The size is designed reasonably, usually 9 inches in size, which can ensure sufficient soil capacity and is also convenient for transportation and management. The rhombic design increases the stability of the bottom of the tray, avoiding the problem of traditional square trays being prone to tipping over.
Материални предимства:
The material is made of thick transparent material, which is not only sturdy and durable but also has excellent light transmission. Through the transparent base, one can clearly observe the germination process of the seeds, from germination to the growth of seedlings, every step is clearly visible. This transparent design is particularly friendly for beginners, allowing them to check the soil moisture and root development at any time and adjust the management measures своевременно .
Механизация съвместимост:
Специализираните спецификации са проектирани безпроблемно да се интегрират с машини за трансплантация, като например 7- инчов трансплантиращ диск . Това дава възможност на мащабните земеделски производители да повишават ефективността на работата, да намалят разходите за труд, да сведат до минимум увреждането на разсада и да гарантират процента на оцеляване след трансплантация .
Екологично чист:
Някои пластмасови тави за разсад използват органичен субстрат вместо традиционна почва за разсад и заменят пластмасови тави за разсад . Това ефективно решава проблемите с отстраняването на почвата по време на отглеждането на ориз, които причиняват щети на земеделските земи и затрудняват земеделските стопани да получат почва . в същото време, това елиминира замърсяването на бялото, причинено от пластмасови мерки за разрушаване .}
Функционални характеристики:
Притежават характеристиките на профилактиката на заболяването, резистентността към болести и резистентността към настаняване; Имат отлично задържане на вода, задържане на торове и свойства на задържане на топлина; Имайте силна пропускливост на въздуха и проницаемост на водата . Не е необходимо да регулирате киселинността на семената, няма използване на хербициди и да не се влияе от физиологичната земя .
Дизайн за продукт & .

Как е пластмасатаПлосъкTРейИзползван?

Planting: The plastic seedling flat tray is mainly used for the cultivation of vegetables, flowers, and other plants. When using it, the seedling substrate is placed in the tray, and then sowing is carried out. The hole design of the tray ensures that each seedling has sufficient space and nutrition, and is also conducive to the growth of the root system.
Трансплантация: След като разсадът се разраства, те могат да бъдат отстранени заедно с субстрата от тавата и трансплантираните . Този метод може да намали увреждането на кореновите системи на разсада и да увеличи скоростта на оцеляване на трансплантациите .
Механизирани операции: Някои специални тави за разсад, като например тавата 9- инча ромбичен разсад, могат да се използват заедно със селскостопански машини като машини за трансплантация за подобряване на ефективността на селскостопанското производство .
Опазване на ресурсите: Използването на плоски тави за разсад може да спести използването на семената и да намали производствените разходи . Освен това, поради равномерното появяване на разсад, той гарантира консистенцията на растежа на растителния разсад и улеснява централизираното управление .
ЗащоIs Tтой китайскиBРандHotRunnerTехнологияRЕлементенFилиПластмасаПлосъкTРейMould?

Пластмасовите плоски форми са често срещан инструмент за засаждане в селскостопанското производство . Технологията за горещ бегач на китайската марка има висока репутация и водещи предимства в областта на пластмасовите плесени . Следователно се препоръчва да се използва китайската технология за горещ бегач за производство на пластмасови плоски форми, които имат следните предимства.
1. Технологията на горещите бегачи на китайските марки има водещо техническо ниво и богат опит в областта на пластмасовите форми . чрез технологични иновации и непрекъснати изследвания и разработки, технологията на горещите бегачи на китайските марки успя да постигне по -ефективни и прецизни пластмасови формоване на инжектиране и може да отговори на производствените нужди от различни видове и размери на пластмасови и прецизни форпички за пластмасови инжекционни формови и могат да отговарят на нуждите на различни видове и размери на пластмасови и прецизни пластични формовъчни формовки и могат да отговорят на производствените нужди от различни видове и размери на пластмасови и прецизни форпички за пластмасови инжекционни форми…
2. Технологията на горещите бегачи на китайските марки има очевидни предимства в контрола на разходите . В сравнение с чуждестранните марки, производствената цена на технологията на горещите бегачи на китайските марки е по -ниска и може да предложи по -конкурентни цени . Това е много атрактивно предимство за производството на пластмасови плоски табла в селското производство .
3. the hot runner technology of Chinese brands also enjoys a good reputation and credibility in terms of after-sales service. Chinese brands usually offer more prompt and comprehensive after-sales services, which can help users solve any problems encountered during production and ensure the smooth progress of production.
Препоръчва се да се използва технологията Hot Runner от китайските марки за производство на пластмасова плоска тава . Този подход не само гарантира качеството и производителността на продуктите, но също така ви позволява да се наслаждавате на по-благоприятни цени и по-добри услуги след продажба .
КакTo SИзберетеTТойAppropriateInextionMстарингMахинFилиTТойПластмасаПлосъкTРейMould?
Събирайте необходимата информация: Преди да изберете машина за подреждане на инжектиране, е необходимо да се събере информация за плесенната подложка за разсад и пластмасовия материал . Това включва размери на плесен (ширина, височина, дебелина), тегло, специални дизайни и т.н. .; Видовете и количествата на използваните пластмаси; размерите на външния вид (дължина, ширина, височина, дебелина) и тегло на продукта, формован в инжектиране; както и изисквания за формоване, като условия за качество и скорост на производство и т.н. .
Determine the type of injection molding machine: Based on the characteristics of the seedling tray and the plastic material, decide which type of injection molding machine to choose. For example, if it is a thermoplastic, a different type of injection molding machine may be selected. At the same time, consider whether high stability, high precision, ultra-high injection speed, high injection pressure, or rapid production conditions are required, and Съответно изберете подходящата серия .
Проверете съвместимостта на размера на формата: Уверете се, че размерът на формата е подходящ за машината за инжекционно формоване . Ширината и височината на формата трябва да са по -малка или поне едната страна трябва да бъде по -малка от вътрешното разстояние на голямата колона; Ширината и височината на формата за предпочитане трябва да са в обхвата на размера на плочата на формата; Дебелината на формата трябва да бъде между дебелината на формата на инжекционната машина за формоване; Ширината и височината на формата трябва да отговарят на минималния размер на плесента, препоръчан от машината за инжекционно формоване .
Оценете удара на отвора на формата и ударът на задържането на плесен: Подукът за отваряне на формата трябва да бъде поне два пъти по -високата от готовия продукт в посоката на отваряне на формата, а също така трябва да включва дължината на вертикалния канал за изливане; Ударът за задържане на плесен трябва да е достатъчен, за да изтласка готовия продукт от .
Изчислете силата на затягане: Силата на затягане се определя от продукта, а пластмасата ., когато суровината се инжектира в кухината на формата под високо налягане, се генерира затягаща сила . Следователно, затягащата единица на машината за инжекционно формоване трябва да осигури достатъчна сила на затягане, за да се предотврати формирането на калъп.
Определете обема на инжектирането и диаметъра на винта: Определете необходимия обем на инжектиране въз основа на теглото на крайния продукт и броя на кухините на плесени и изберете подходящ диаметър на винта . Обемът на инжектиране трябва да бъде повече от 1 . 35 пъти по -голямо от теглото на готовия продукт, тоест, теглото на готовия продукт трябва да бъде по -малко от 75% от обема на инжектирането.
Като се има предвид инжекционното налягане и скоростта на впръскване: Коефициентът на компресия на винта и налягането на инжектиране и други условия се определят от пластмасовия материал . Някои инженерни пластмаси изискват по -високо налягане в инжектиране и подходящ коефициент на компресия на винта за постигане на по -добри резултати от формоване .
Помислете за специални случаи: В определени специфични ситуации формите или продуктите на клиентите могат да имат малък обем на плесен, но изискват голямо количество в инжектиране или голям обем на плесен, но изискват малко количество в инжектиране . В такива случаи може да се наложи така нареченото съвпадение на размера, тоест голяма стена с малък обем на инжектиране или малка стена с голям обем на инжектиране.
Пробване наPlasticПлосък TРейМухъл
Нашият plasticПлосък TРейСтандарти за доставка на мухъл
Качество на продукта:Appearance, size, coalescence peak, blistering, whitening (or cracking, breaking) of 5mm, special-shaped perforation of 15mm, strength of fusion marks and ability to pass functional safety tests. 0.3mm. For products with assembly requirements, the assembly requirements must be guaranteed. There should be no air lines or material marks on the obvious parts of the product. The product generally should not have bubbles. The geometric shape and size accuracy of the product should comply with the formal and valid mold drawing (or 3D file) requirements. The tolerance of the product should follow the tolerance principle. The tolerance of shaft-type dimensions is negative tolerance, and the tolerance на размерите на типа на дупките е положителен толеранс . Ако клиентът има изисквания, те трябва да бъдат изпълнени съгласно изискванията .
Външен вид на плесен:The mold nameplate content is complete, the characters are clear and arranged neatly. The cooling water nozzles should be plastic block plug-type water nozzles. If the customer has other requirements, they should be followed. The cooling water nozzles should not protrude from the mold frame surface. The cooling water nozzles should have inlet and outlet markings. At 5/610mm, the characters should be clear, beautiful, neat, and with uniform spacing. The cylinders, water nozzles, pre-resetting mechanisms, etc., should be protected by support legs. The support legs can be tightened onto the mold frame by machining an external threaded column with a Превозното средство . Въпреки това, те не могат да бъдат само един централен избутване ., с изключение на другите изисквания на клиента . Размерът на плесента трябва да отговаря на изискванията на зададената инжекционна машина . посоката на инсталиране, до стрелбата, трябва да има думата нагоре ", и стрелката и 50мм .
Материал и твърдост на плесен:The mold frame should be made of standard mold frames that meet the standards. [Core, moving and fixed mold inserts, movable inserts, cone, push rod, gate sleeve] The materials should have high mechanical properties, such as 40Cr or above. During manufacturing, or on the forming surface, anti-corrosion measures should be taken. Or surface hardening treatment with a hardness of 600HV трябва да се прилага .
Изхвърляне, препозициониране, извличане на ядро, отстраняване:During ejection, it should be smooth, without any sticking or unusual sounds. The hardness should be HV700. All ejection rods should have a stop and positioning function, and each rod should be numbered. The ejection distance should be limited by limit blocks. The reset spring should be a standard part, and both ends of the spring should not be ground or Изрязване . Вълнените винтове могат да се използват по време на инсталирането; За извличането на ядрото на цилиндъра е необходим превключвател за пътуване .
Система за охлаждане и отопление:Системата за охлаждане или отопление трябва да бъде напълно безпрепятствено . Не трябва да има изтичане под налягане и трябва да бъде лесно да се поддържа .
Система за изливане:Поставянето на портата не трябва да влияе на външния вид на продукта и трябва да отговаря на изискванията за сглобяване на продукти . Процесът трябва да бъде съкратен, площта на напречното сечение трябва да бъде намалена, за да се съкрати времето за пълнене и охлаждане, а в същото време пластмасовата загуба в системата за изливане трябва да бъде сведена до минимум.}}}}}}}}}}}}}}, загубата на пластмаса в системата за изливане трябва да бъде сведена до минимум .}}}}}}}}}}}, загубата на пластмаса в системата за изливане трябва да бъде сведена до минимум .
Система за горещ бегач:The wiring layout of the hot runner should be reasonable, facilitating maintenance. The wiring numbers should be in one-to-one correspondence. The temperature control cabinet and the hot nozzle, as well as the hot runner, should be able to withstand standard components. The main flow port is connected to the hot runner using threads, and the bottom surface is in a flat contact for Уплътнение .
Формиране на част, повърхност на раздяла, изпускателен жлеб:The insert piece and the mold frame should work in coordination, with a gap of less than 1mm at the periphery rounded corners. Depression. The depth of the exhaust groove should be less than the overflow value of the plastic. The insert should be properly fitted, placed smoothly, and positioned firmly.
Компоненти на плесен
Стомана от плесен

Система за горещ бегач

Стандартни части

Пакет & . доставка

Отзиви на клиентите






