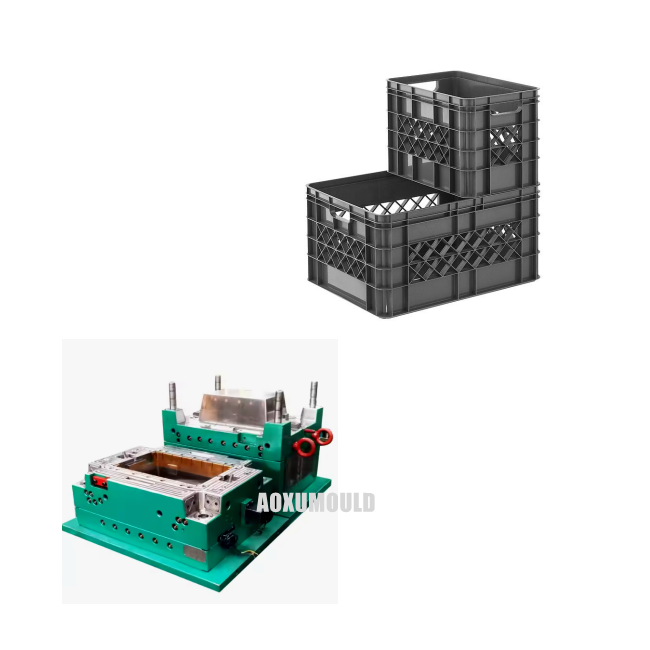




Спецификации на мухъл
|
Име на формата |
Пласт |
|
Продуктовият материал |
HDPE полиетилен |
|
Размер на продукта |
L 570 x w 370 x h 205mm |
|
Тегло на продукта |
1,57 кг |
|
Материал на плесен за кухина &. Ядро |
P20/718H/H13 |
|
Нос на кухината |
1 кухина |
|
Система за инжектиране |
Горещ бегач |
|
Подходяща инжекционна машина |
650T |
|
Размер на мухъл |
850x580x900mm |
|
Тегло на плесен |
3200 кг |
|
Животът на плесен |
повече от 500, 000 компютри |
|
Срок на доставка |
55 дни |
Защо се нуждаем от плесен за пластмасови щайги за съхранение?

Трябва да направим плесен за пластмасови щайги по няколко причини.
1. А мухълът придава на пластмасовата щайга специфичната си форма. Той позволява създаването на последователен и прецизен дизайн. Например, ако искате всички щайги да имат еднакви размери отделения и външни размери, които да се подреждат спретнато, формата гарантира тази униформа.
2. Позволява масово производство. След като се направи формата, много еднакви пластмасови щайги за съхранение могат да бъдат произведени бързо и ефективно. Това е много по -практично, отколкото да се опитвате да оформите всяка щайга на ръка, което би било много време - да се консумира и би довело до много вариации в продуктите.
3. Качеството на готовия продукт може да бъде по -добре контролирано с плесен. Мухълът може да бъде проектиран така, че да създаде щайга с правилната дебелина и здравина в необходимите зони, което прави щайгата по -издръжлива и годна за предназначението си.
Как даФормованеПластмасови щайги за съхранение?
Как да проектирам пластмасова форма на щайги за съхранение?
1. Анализ на производството
• Разберете старателно формата, размера и структурните изисквания на щайгата за съхранение. Помислете за подробности като височината, дължината, ширината и всякакви специални функции като дръжки, отделения или елементи за подреждане.
• Анализирайте капацитета на носенето и предназначението на щайгата за определяне на подходящата дебелина на стената и укрепващите зони. Например, ако щайгата е предназначена за задържане на тежки предмети, може да са необходими по -дебели стени.
2. Избор на тип
• Решете между форма на две плочи или трипачка с три плоча. Мамката с две плочи е по -проста и по -често се използва за по -малко сложни части. Трикамената плесен може да бъде по -добра за части с функции, които изискват по -сложни гърди, като множество форми за кухина за производство с голям обем.

3.Кевитация и основен дизайн
• Проектирайте кухината, за да образувате външната форма на щайгата и сърцевината, за да оформите вътрешната част. Уверете се, че има достатъчно ъгъл на течение (обикновено 1 - 3 градуса) на страничните стени, за да се даде възможност за лесно изхвърляне на частта от формата.
• Помислете за местоположението на всякакви вложки или функции като винтови шефове или панти и проектирайте кухината и сърцевината, за да ги настанят точно.
4. Система за прибиране
• Изберете подходящ метод за гърчене. За пластмасови щайги за съхранение може да се обмисли ръбът или горещ - бегач. Крайът на ръба е прост вариант, който позволява на разтопената пластмаса да влезе в кухината на формата от ръба. Системите за горещи - бегачи могат да намалят материалните отпадъци и да осигурят по -добър контрол върху процеса на инжектиране.
• Изчислете размера на портата въз основа на обема и характеристиките на потока на пластмасовия материал, за да се гарантира равномерно пълнене на кухината на плесен.
5. Система за охлаждане
• Проектирайте ефективна система за охлаждане, за да намалите времето за цикъл. Охлаждащите канали обикновено се пробиват в плочите на формата в близост до кухината и сърцевината. Оформлението на каналите трябва да е такова, че да осигурява равномерно охлаждане в цялата част, за да се избегне изкривяване.
• Помислете да използвате прегради или мехурчета в охлаждащите канали за по -ефективно охлаждане на зони с по -дебели участъци.
6. Определяне на система
• Изберете подходящ механизъм за изхвърляне като изхвърлящи щифтове, плочи за стриптизьор или изхвърляне на въздух. Обикновено се използват щифтове за изхвърляне и трябва да се поставят в области, които могат да осигурят достатъчна сила, за да изтласкат частта от формата, без да я деформират.
• Изчислете необходимата сила на изхвърляне въз основа на геометрията на частта и триенето между пластмасата и повърхността на формата.
7. Избор на материал
• Изберете материал от плесен, който може да издържи на високото налягане и температурите на инжектиране. Често използваните материали включват стомани от инструменти като P20 или H13. Изборът зависи от фактори като обема на производството, вида на използваната пластмаса и необходимия повърхностно покритие.
8. Телеранс и прецизен дизайн
• Задайте подходящи отклонения за размерите на кухината и сърцевината на плесен, за да се гарантира, че произведената щайга за съхранение отговаря на необходимите спецификации. Помислете за фактори като свиване на пластмасовия материал по време на охлаждане.
• Използвайте прецизни техники за обработка и методи за контрол на качеството по време на процеса на производство на плесени, за да постигнете желаното ниво на точност.
Типът стомана за пластмасова каша за съхранение

Що се отнася до типовете стомана за пластмасови кари за съхранение, обикновено се използват няколко опции:
1.P20 стомана
Характеристики: Това е предварително втвърдена стомана с добра обработка. Той има сравнително добър баланс на твърдост и здравина. Твърдостта обикновено варира от 28 - 36 HRC.
Предимства: Той може да издържи добре налягането на инжектиране по време на процеса на формоване. Подходящ е за среден - до - производство на пластмасови части като щайги за съхранение. Повърхностното покритие, постигнато с P20 стомана, може да бъде доста добро след правилното полиране, което е полезно за появата на формованите щайги.
Ограничения: За изключително висок обем или когато се използва много абразивна пластмаса, тя може да се носи по -бързо от някои по -високи стомани.
2.H13 стомана
Характеристики: H13 е стомана с горещ инструмент за работа. Той има отлична топлинна устойчивост и може да издържи високите температури, свързани с многократни пластмасови цикли на инжектиране. Той има твърдост около 48 - 52 HRC след топлинна обработка.
Предимства: Той е много издръжлив и може да се справи с формоване на инжектиране на високо налягане. Това го прави чудесен избор за големи или сложни форми за съхранение на големи размери или сложни форми, където плесенът е под значителен стрес. Освен това има добра устойчивост на термична умора, което е важно за формите, които се използват непрекъснато.
Ограничения: Той е по -скъп от P20 Steel и изисква по -внимателна обработка на топлината по време на производствения процес, за да се постигнат своите оптимални свойства.
3.718 стомана
Характеристики: 718 стомана е хром - никел - молибдена сплав стомана. Той има висока якост и добра стабилност на размерите. Твърдостта може да се регулира според специфичните изисквания чрез правилна топлинна обработка.
Предимства: Той осигурява отлична полица, така че формованите части имат гладка и лъскава повърхност. Подходящ е за формоване на пластмасови щайги за съхранение, които изискват висококачествен вид. Освен това има добра устойчивост на износване и корозия, което помага да се удължи живота на формата.
Ограничения: Подобно на H13, той е сравнително скъп и производственият процес трябва да бъде точно контролиран, за да се използва пълноценно неговите свойства.
Колко дълго трае формата?
Животът на пластмасовата каша може да варира значително в зависимост от няколко фактора.
Ако формата е направена от висококачествена стомана като H13 и е добре поддържана и използвана за сравнително по -малко абразивни пластмаси, тя може да продължи за стотици хиляди до над милион цикъла на инжектиране. For example, in a well - run production facility where the mold is used to produce common storage crates made of polyethylene or polypropylene, and with proper care such as regular cleaning, lubrication, and temperature control, the mould might last for 500,{{ 5}} цикли или повече.
Ако обаче мухълът е направен от материал с по -нисък клас или се използва за формоване на пластмаси с абразивни пълнители или ако е подложен на неправилно управление (като над налягане в инжектиране, лошо охлаждане, което причинява изкривяване или недостатъчно изхвърляне, водещо водещо За да се раздели повреди по време на отстраняването), неговият живот може да бъде много по -кратък. В крайни случаи плесенът може да издържи само няколко хиляди цикъла преди значително износване, напукване или други повреди го прави неизползваем.
Пакет &. Доставка

Компоненти на плесен
Стомана от плесен

Система за горещ бегач

Стандартни части

Как да съхранявате пластмасови форми?
1. Почистване преди съхранение
Почистете старателно формата, за да премахнете остатъчната пластмаса, мръсотия или отломки. Използвайте подходящи почистващи агенти, които са подходящи за материала на формата. Например, за стоманени форми можете да използвате лек препарат и мека четка с настръскане, за да изтриете всички залепени пластмасови частици.
Не забравяйте да почистите и каналите за охлаждане. Измиването им с почистващ разтвор и след това ги изсушавайте напълно, за да предотвратите растежа на ръжда или плесен.
2. Приложете защитно покритие
Нанесете ръжда - превантивно покритие върху повърхностите на формата, особено ако е направено от метал. Налични са различни търговски ръжда - превантивни масла. Покрийте цялата кухина, сърцевина и други метални части, за да образуват защитна бариера срещу влага и окисляване.
3. За форми с полирани повърхности използвайте не -абразивно покритие, за да запазите финала. Това помага да се поддържа качеството на повърхността на формата, което е важно за качеството на следващите продукти на пластмасови щайги.
Правилна среда за съхранение
Съхранявайте формата в суха, хладна и добре вентилирана зона. Избягвайте да го съхранявате на място с висока влажност, тъй като това може да доведе до образуване на ръжда. Относителното ниво на влажност под 60% обикновено е идеално.
Поставете формата върху плоска, стабилна повърхност или върху подходящи стелажи за съхранение. Избягвайте подреждането на тежки предмети отгоре на формата, за да предотвратите деформацията. Ако е възможно, използвайте специфични стелажи за съхранение, които поддържат формата и разпределението на теглото на формата.
4. Мрежа и инвентар
Ясно етикетирайте формата с информация като номера на частта му, вида на пластмасовата щайга, за която е предназначен, и датата на последна употреба или поддръжка. Това помага при лесна идентификация и извличане.
Дръжте запис на инвентара на всички съхранени форми, включително тяхното място за съхранение, състояние и всички свързани аксесоари или резервни части.

Отзиви на клиентите

Често задавани въпроси
В: Какви фактори трябва да се вземат предвид при дизайна на плесени?
О: Трябва да се вземат предвид изискванията на продукта като размера, формата, структурната якост и метода на разрушаване на щайгите, както и факторите на процеса на формоване като поток на материали, охлаждане и вентилация. Също така, съображенията за ефективността на разходите и производството са необходими за цялостен дизайн.
Въпрос: Какви материали обикновено се използват за приготвяне на пластмасови кари за съхранение?
О: Често използваният материал от плесен е стоманен, като P20, 718H, H13, SKD61 и др. Тези материали имат добра устойчивост на износване, висока твърдост и отлична термична стабилност.
Въпрос: Как да гарантираме качеството на матрицата?
О: Изберете редовен доставчик на материали и проверете сертификатите за качество на материала, като отчети за материали и доклади за обработка на топлината. Провеждане на проверки на материалите, включително тестове за твърдост и металографски анализ, за да се гарантира, че те отговарят на изискванията за проектиране.
В: Как точността на обработка на формата влияе върху качеството на пластмасовата щайга за съхранение?
О: Точността на обработка влияе пряко върху точността на размерите, качеството на външния вид и ефективността на сглобяването на щайгата. Машината с висока точност може да осигури точния и постоянен размер на щайгата, с гладка повърхност и без дефекти като бури и светкавица, подобрявайки качеството и работата на щайгата.
Въпрос: Как да гарантирам точността на обработка на формата?
О: Използвайте оборудване и техники за модерно обработка, като центрове за обработка на ЦПУ и обработка на електрическа разряда. По време на процеса на обработка стриктно следвайте изискванията за проектиране и използвайте прецизно измервателно оборудване, за да извършите откриване в реално време и регулиране на критичните размери на формата.
Въпрос: Какво трябва да се направи, ако по време на процеса на леене на инжекционно формоване се появят заваръчни линии?
О: Решенията могат да се търсят от четири аспекта: плесен, оборудване, суровини и процес. За формата регулирайте температурата на формата по подходящ начин, променете ширината на бегача, напречното сечение и позицията на портата и разширете вентилационния канал. За оборудването разширете цикъла на формоване или сменете машината с по -голям пластизиращ капацитет. За суровините се уверете, че те са сухи и избягвайте добавянето на течни добавки и могат да се добавят подходящи смазочни материали или стабилизатори. За процеса увеличете налягането и времето на инжектиране, регулирайте скоростта на инжектиране и минимизирайте използването на агенти за освобождаване на плесен.
Въпрос: Какви проблеми ще бъдат причинени от лошото изпускане на плесен по време на формоването на инжектиране?
О: Това ще доведе до трудности при пълненето на стопилката, което води до недостатъчен обем на инжектиране и невъзможност за запълване на кухината. В кухината ще се образува и високо налягане, което ще позволи на газ да влезе в пластмасата, причинявайки качествени дефекти като празнини, пори, разхлабени конструкции и сребърни ивици, влияещи върху механичните свойства и качеството на външния вид на пластмасовата част.





